About Wooden Bearings: When Low-Tech Beats High-Tech
Wood is one of humanity's oldest engineering materials — and it turns out it makes a surprisingly capable bearing. This article traces wooden bearings from ancient Mesopotamia and Age-of-Sail warships to Soviet nuclear submarines, and explains the surprisingly rigorous science of how to make them work.
We have strong mental images of what technical components are supposed to look like. Bearings, in particular, feel like they belong to a specific family: metal, nylon, PTFE, graphite-filled composites. The idea that a bearing could be made of wood tends to strike people as a joke — or at best a temporary hack for a desperate situation.
It is neither. Wooden bearings are one of engineering's oldest and most underrated solutions, and in the right conditions they genuinely outperform conventional alternatives. Let's look at why.

A Homemade Power System That Ran for Years
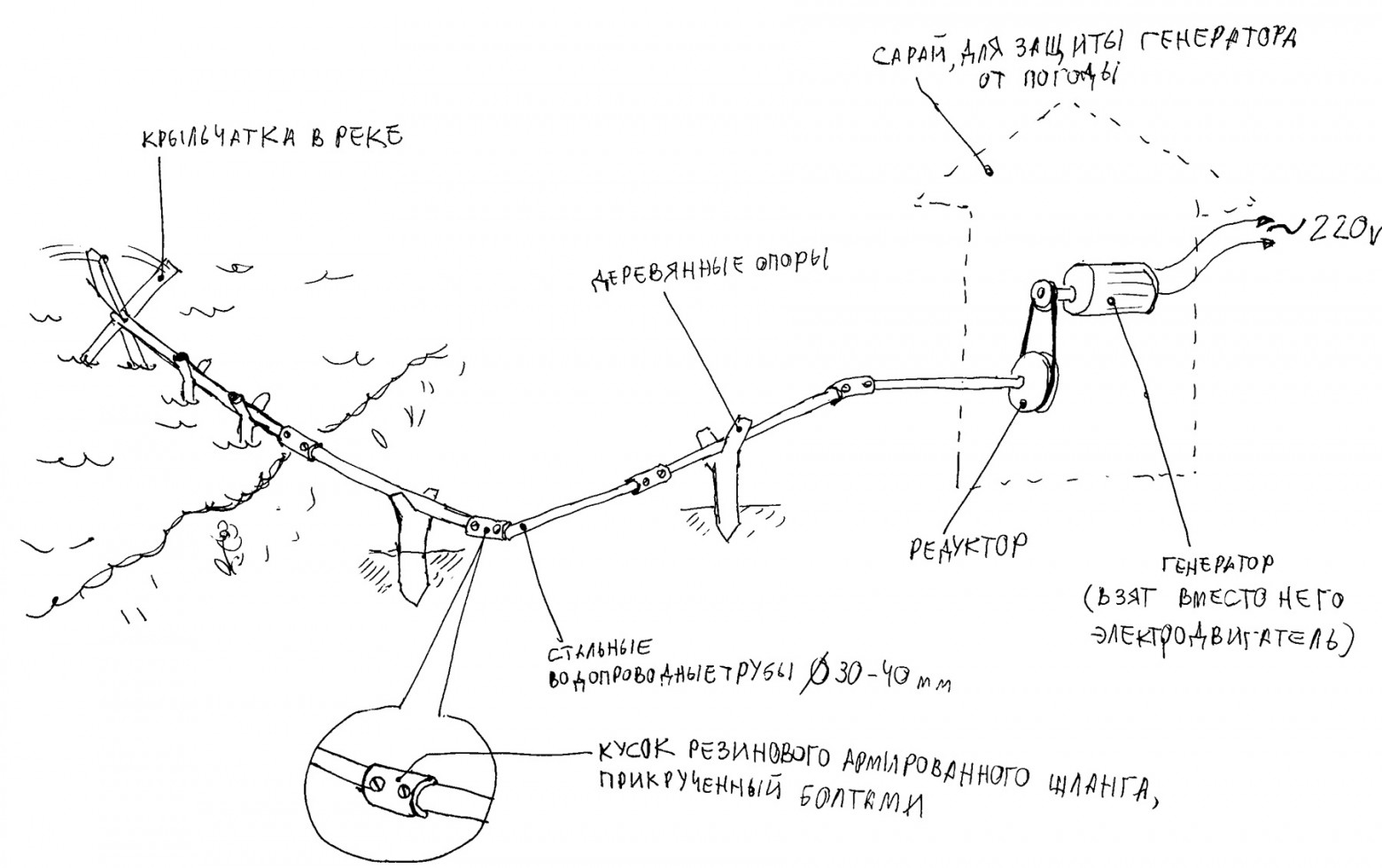
The topic came to me through a video I watched fifteen or twenty years ago — I've never been able to find it again. A hobbyist had built a system to transmit rotational power from a paddle wheel (about 1.5 meters in diameter, turned by river current) to a generator located roughly 40 meters away from the riverbank.
The transmission shaft was made from sections of steel water pipe joined by lengths of rubber hose — a homemade driveshaft, essentially. The generator sat inside a shed, with the shaft entering through a hole in the wall. So far, fairly conventional.
What was remarkable was how the shaft was supported along its 40-meter run. The bearings were ordinary log sections, sharpened at one end and driven into the ground. The top of each log was split into a V-shape, creating a small channel. The pipe simply rested in these channels under its own weight — no fasteners, no housings, nothing.
The builder reported the system had been running continuously for several years with no significant wear. His only maintenance: occasionally pouring water over the contact points to prevent drying out, roughly once a day in summer and less often in winter. That was sufficient.
Why put the generator so far from the river? He was protective of it. The generator was housed safely in the shed, away from flooding, weather, and theft — connected to the water wheel by a shaft that crossed the distance through a hole in the wall.
Even in their most literally "wooden" form, these bearings worked. He was not alone in this approach — wooden bearings are among the oldest engineering elements in history.
Ancient Mesopotamia to Nuclear Submarines
Wooden bearings have been used as wheel-axle bushings since ancient Mesopotamia, and that basic principle survived essentially unchanged into the twentieth century — anyone who has seen an old farm cart has seen the concept. But the applications grew far more demanding over time.
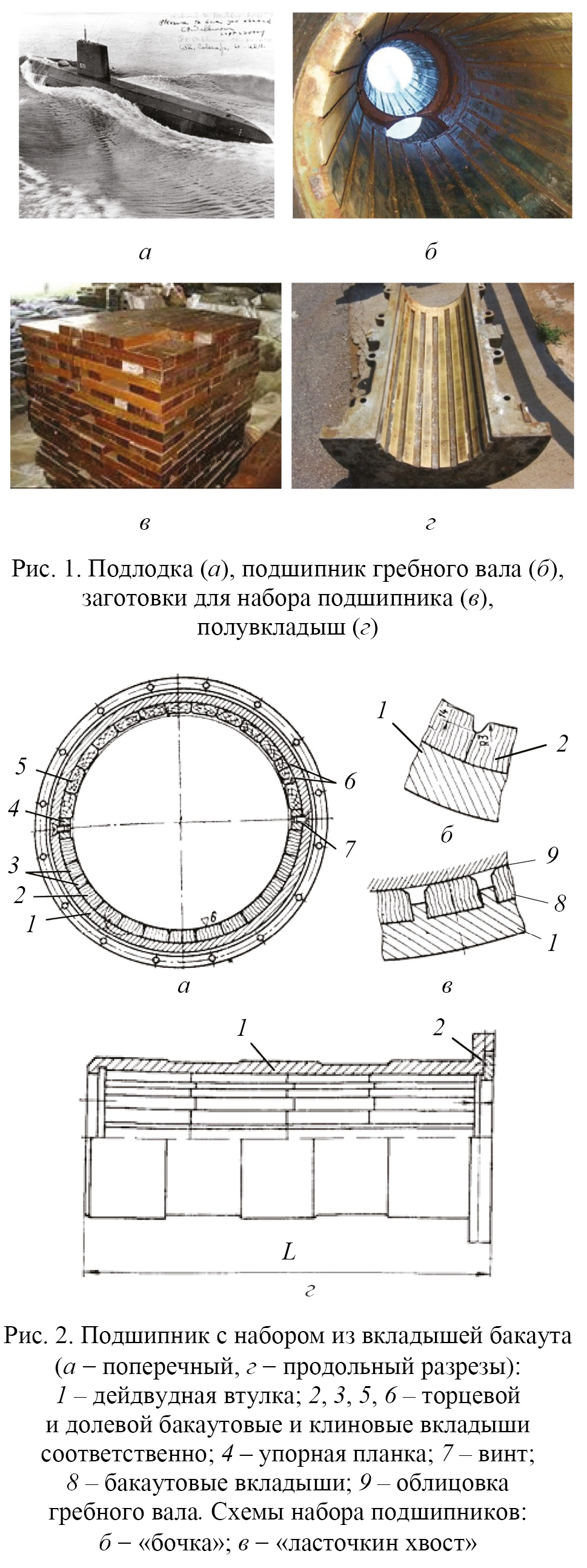
During the age of sail, wooden bearings supported rudder shafts on warships, enduring constant friction and saltwater immersion. The key material was lignum vitae (guaiacum heartwood) — sometimes called "ironwood" — one of the densest naturally occurring timbers. Its exceptional density and high resin content give it natural self-lubricating properties: the resins migrate to the surface under friction, reducing wear without any external oil or grease. It is also highly resistant to seawater corrosion.
This material proved so effective that it remained in use well into the modern era. Lignum vitae deadwood bearings — supporting the propeller shaft where it exits the hull — were used on the USS Nautilus, the world's first nuclear-powered submarine, and on Soviet Varshavyanka-class ("Kilo"-class) submarines. A hydroelectric station in the United States reportedly ran lignum vitae bearings until the 1980s.
Natural lignum vitae currently costs upwards of $2,000 per cubic meter — a price that has historically motivated considerable research into cheaper synthetic alternatives.
Making a Synthetic Substitute: The Science
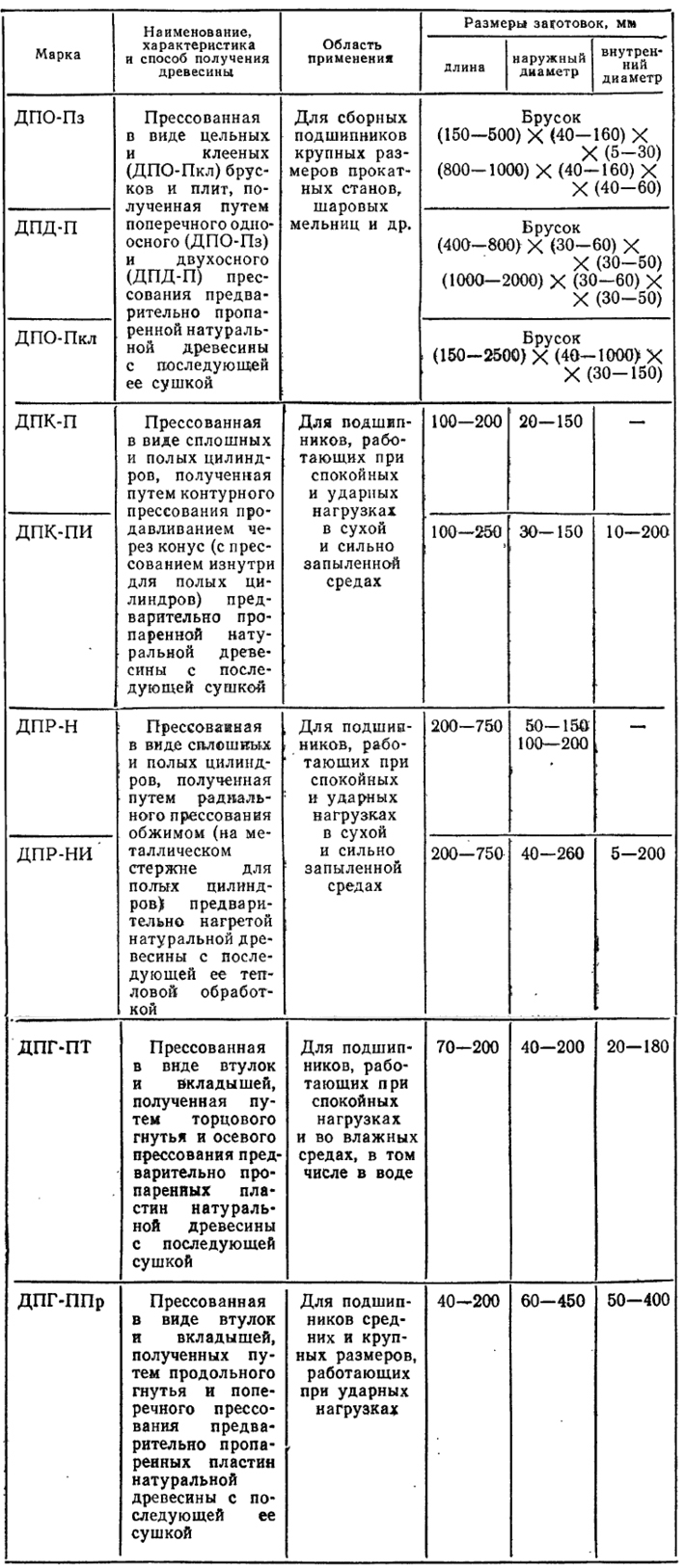
The engineering challenge was to replicate lignum vitae's key properties — density, self-lubrication, mechanical strength — using more accessible timber. Soviet researchers, drawing on work documented by B.D. Voronkov in Dry Friction Bearings, developed a process centered on birch wood, oil impregnation, and compression.
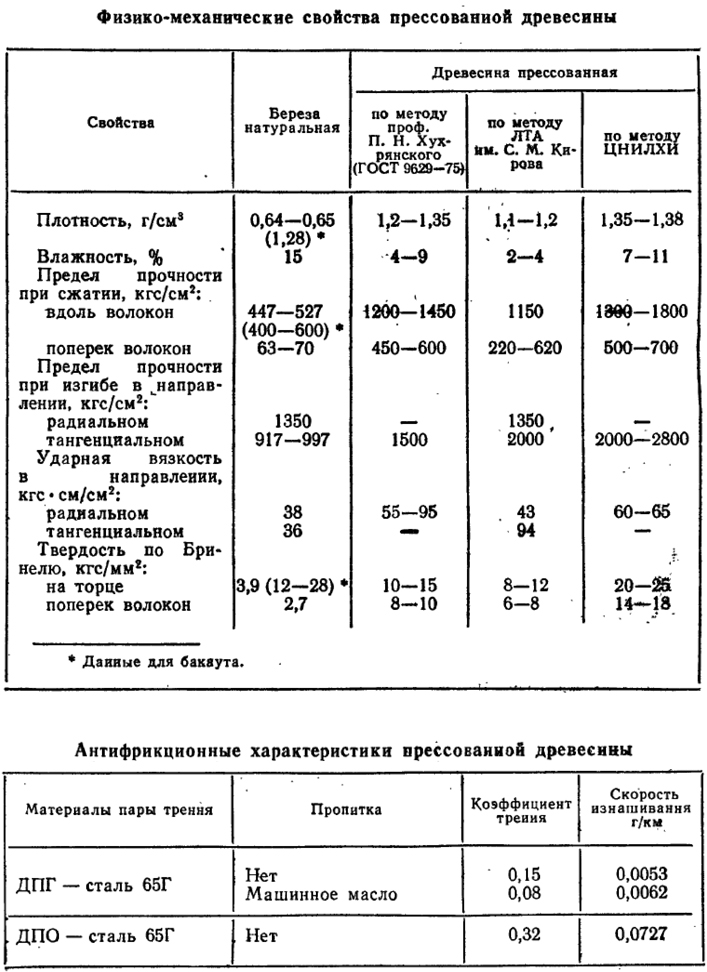
The basic approach: birch is pressed in purpose-built molds at 120–130 kgf/cm², while being saturated with mineral oil (grades such as Industrial Oil 45, autol, or MS-20 were used historically; modern equivalents would apply). Three distinct methods were developed and compared:
- Khukhryanski method: Wood is first pressed and dried, then immersed in oil at 50°C for natural impregnation.
- LTA (Kirov Forestry Academy) method: Wood is impregnated with oil at 105–120°C first, then pressed.
- TsNILKhI method: Pressed wood is impregnated under vacuum at room temperature — no heating required.
The results showed measurable differences: bearings produced by the second (LTA) method lasted around 3,200 hours, while those produced by the first or third method lasted approximately 4,000 hours. The vacuum method (TsNILKhI) achieved equivalent longevity to the simplest approach, without requiring elevated temperatures.
Operating Limits
For oil-impregnated pressed-wood bearings to function reliably, the following limits must be observed:
- Maximum temperature: 90°C — above this, the wood surface begins to char and the oil cokes.
- Minimum oil content: 15–20% of the dry bushing's weight.
- Maximum sliding speed: 3–4 m/s.
- Maximum pressure: 40–60 kgf/cm².
Operating close to these limits sharply reduces service life and requires periodic re-oiling. The recommended working parameters are substantially more conservative:
- Pressure: no more than 30 kgf/cm²
- Sliding speed: no more than 1 m/s
- Operating temperature: 70–80°C
Advanced Treatments: Metal Impregnation and Copper Oxide
Soviet researchers also investigated impregnating wood under 120 kgf/cm² pressure with a low-melting alloy containing 26% tin, 20% cadmium, and 50% bismuth. This treatment increased both tensile and compressive strength by more than 50%, while improving thermal conductivity by a factor of 400 — with associated reductions in friction and wear.
A complication arises at higher temperatures: wood is a natural polymer, and when it rubs against steel surfaces above 100°C, it emits hydrogen. This hydrogen diffuses into the steel's surface layers, increasing brittleness and accelerating surface degradation. Metal impregnation, with its high process temperatures, can also cause charring of the wood fibers.
To address both problems, researchers developed oil impregnation combined with copper oxide. The copper oxide reduces the friction coefficient directly, and under the heat of friction it is reduced by the emitted hydrogen back to metallic copper — which then seals the surface against further hydrogen penetration. In principle, any salt of a metal below hydrogen in the electrochemical activity series can serve this function.
Where Wooden Bearings Excel
Pressed wood has been validated as a genuine substitute for bronze alloys such as BrOTsS5-5-5. The most striking performance data comes from abrasive environments:
- Mining conveyors: Standard ball bearings fail rapidly in high-abrasive ore dust. Wooden bearings in the same conditions last up to four times longer.
- Cement production: Cement dust is extraordinarily abrasive — it can wear through standard bearing balls in a matter of months, causing seizure. Wooden bearings survive significantly longer.
- Food processing: In plunger pump bearings used in confectionery production, pressed wood extended service life by a factor of 4 to 10 compared to conventional alternatives.
- Agricultural and hydroelectric machinery: Large-diameter wooden bearings can be fabricated cheaply from standard timber using ordinary woodworking tools — a significant advantage when specialized materials are unavailable or cost-prohibitive.
How to Make One
At the simplest level: turn or plane the wood to shape on a lathe or by hand, then soak it in oil heated to 60–70°C (the heat improves penetration into the wood fibers). Alternatively, soak in oil at room temperature for 12–24 hours. That's the basic method — accessible to anyone with a workshop.
For a more thorough result, the vacuum impregnation method (TsNILKhI) is worth attempting. Vacuum pumps adequate for the purpose are available from Chinese suppliers for around 5,000 rubles. The procedure:
- Place the bearing in a vacuum chamber.
- Evacuate the air — this draws trapped gas out of even deep pores in the wood.
- Introduce oil into the chamber (the bearing can sit in a container; oil is introduced via a large syringe through a port).
- Slowly release the vacuum — atmospheric pressure then drives the oil deep into the pores.
- Leave submerged for 12–24 hours.
The entire process runs at room temperature, with no risk of cracking the wood through thermal stress.
Conclusion
Wooden bearings have genuine limitations: they are not suitable for high speeds, high temperatures, or environments where they cannot be kept lubricated. But within their operating range, they are cheap, easy to fabricate at any size, highly resistant to abrasive environments, and surprisingly durable. For agricultural machinery, small hydroelectric systems, conveyors in dusty industrial settings, and improvised or remote installations, they deserve serious consideration — and a place in every practical engineer's toolkit.